

Изготовление плоских приводных ремней, транспортерных и прочих лент
Заготовка сердечников. Сердечники для плоских прорезиненных ремней типа А и ряда конструкций транспортерных лент предcnавляют собою пластины, дублированные из нескольких слоев бельтинга. Для дублирования бельтинга применяются различные устройства. Основную часть таких устройств составляет двухвалковый дублировочный каландр (дублер). В зависимости от способа питания дублирующего устройства можно получить пластину Или за один проход, или путем послойного наложения.
Дублирующее устройство первого типа, применявшееся в течение ряда лет, было разработано на Ленинградском заводе РТИ применялось на других заводах. Такой дублер оборудуется стойками для раскатки рулонов прорезиненного бельтинга И для приема прокладочных холстов. Соответственное количество полос бельтинга (обычно от 2 до 5 даже до 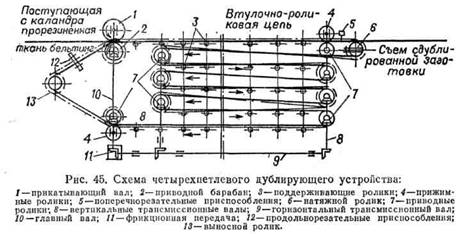
Пользуясь правым верхним квадрантом номограммы (см. пунктирные линии), находим для этого значения критерия Фурье при tw = 158 °С величину Foccp-экв = 3,14. В левом верхнем квадранте номограммы этому соответствует отношение т/Scep = 0,74, откуда суммарное время вулканизации середины пластины 5Сер =17 / 0,74 = 24,3 мин. В правом нижнем квадранте находим при том же значении tw отношение 5ПОв/т = 2,828. Потому суммарное время вулканизации поверхности пластины 5Пов = 2,828 • 18 = 50,8 мин.
Таким образом плато вулканизации для резин, входящих в состав пластины, должно лежать в пределах 20—55 мин.
При k —- 2, задаваясь величиной температурного коэффициента вулканизации, в левом нижнем квадранте номограммы находим для середины пластины и для ее поверхности отношение Sni‘Sh = 2 и соответствующее эквивалентное время вулканизации середины пластины (S cер) и поверхности пластины (S пов).